![]()
![]()

![]()

風力発電ユニットの増速機ケーシングは大型一体成形品であり、溶接や鍛造による加工が行えないため、鋳造による成型が行われ、通常、球状黒鉛鋳鉄(FCD)により製造されている。近年、欧州等の寒冷地に設置される場合が増え、風力発電ユニットの主要部位である増速機ケーシングには低温で十分な靭性が要求されるようになっている。鋳造材料として一般的に用いられている球状黒鉛鋳鉄(FCD)は、鋳放し材では低温じん性が低いため、合金化、もしくは鋳造後の熱処理を行い、基地組織を微細フェライト化し、じん性の改善を行っているが、これらはコストの上昇を招く。
本研究では、鋳放しのみによるじん性の改善を目指し、接種処理での組織制御法の検討を行っている。球状黒鉛鋳鉄の低温じん性を向上させる条件を明確化することで、その信頼性を高め、用途の拡大が可能となる。化学成分の条件、接種剤変化により、各元素の及ぼす影響を最適に制御することが今後の課題である。
各種接種を行い、球状黒鉛鋳鉄の球状化率、黒鉛粒数、粒径、面積率及び結晶粒径などを制御し、低温じん性の改善を行う。光学顕微鏡にて取得した組織について、専用のソフトウェアを用い、機械的性質に多大な影響を与える黒鉛球状化率およびフェライト粒径の測定を行っている。じん性評価にはシャルピー衝撃試験機を用い、-40℃~室温の衝撃値を求め、組織及び機械的性質との比較考察を行う。
-

シャルピー衝撃試験機
-
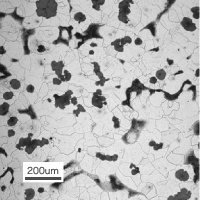
無接種
球状黒鉛鋳鉄(FCD)
-
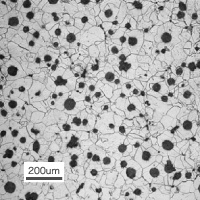
接種後
ドイツの工業規格(DIN)では、風力発電風車用厚肉FCD 鋳物には以下の機械的性質が要求されている。
| (DIN 規格:EN-GJS-400-18LT より) | ||||
| 引張強さ | 耐力 | 伸び | 硬さ | 衝撃値(-20℃) |
|---|---|---|---|---|
| 400MPa | 240MPa | 18% | 160~170HB | 12J(3本平均) 9J(1本最低値) |
![]()